תבנית הצמרמורת היא מה?
עובש הוא עובש לשימוש חוזר למילוימתכת. זה יכול להיות או לנתק (מורכב משני חלקים), ולא (רועד צמרמורת). צ 'יל הליהוק יש כמה יתרונות על פני דפוס פגז, אבל יש כמה חסרונות, למשל, יציקות של יציקות דורש טיפול בחום נוסף.
הטבות
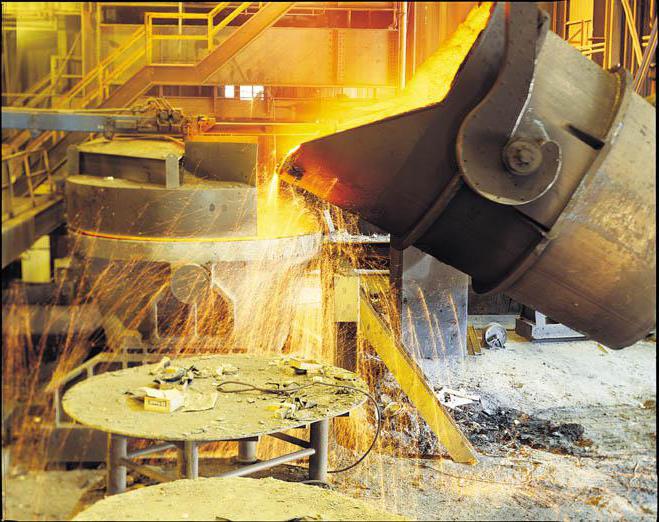
במהלך הליהוק,העברת חום אינטנסיבית מהמתכת המותכת לתבנית הצמרמורת. התוצאה היא צפיפות גבוהה יותר, תכונות מכניות טובות יותר של המתכת, דיוק גבוה יותר, מבנה טוב פחות חספוס לעומת יציקות עשוי חול תבניות.

התהליך של הליהוק לתוך תבניות צונן שונה גם זהעובש מתכת (עובש צונן) ניתן להשתמש פעמים רבות. זה עשוי מחומר של חוזק גבוה, בשל אשר משטח העבודה של עובש מבוצעת בצורה מדויקת יותר. זה מגביר את איכות פני השטח של יציקות, ובגלל מוליכות תרמית גבוהה של הליהוק, יציקות במהירות לחזק.
יתרון נוסף של הליהוק צ 'יל לפני השימוש בתבניות חול היא מידה קטנה יותר של עיבוד נוסף של יציקות שהתקבלו, וזה מפחית את הצריכה של חומרים עבור דפוס.
בריאות ואקולוגיה
יציקה בתבנית צונן 2-3 פעמים עולהפריון העבודה, לאחר כל פעולות עתירי עבודה כגון הכנת תערובת, ניקוי ועיצוב של מוצרים אינם נכללים בתהליך. מאז אזורי הייצור גם יורדים, עלויות תיקון ובניית סדנאות חדשות הופכים פחות משמעותי.
מתוך התהליך מזיקים רבים עבורפעולות בריאות, כגון דפיקה תבניות, ניקוי יציקות וגדם שלהם. זה תורם לא רק לשיפור תנאי הייצור, אלא גם לצמצום זיהום סביבתי.
חסרונות
ייצור של תבניות צמרמורת הוא די יקרבגלל העמלנות של התהליך עצמו. אם יש קיצוצים הליהוק, העלות של הצינה הוא גדל בשל הצורך בבנייה מסובכת יותר: מוסיף, חול חד פעמי מוטות מתכת מפוצלים משמשים.
חיי התבנית נקבעים לפי המספריציקות באיכות טובה, אשר ניתן להשיג בו. עמידות של עובש קובע את הכדאיות הכלכלית של התהליך, במיוחד בתהליך של יציקת פלדה ברזל יצוק. הגדלת החיים של תבניות היא אחת המשימות הטכנולוגיות העיקריות בתחום זה של הייצור.
בגלל קירור מהיר התעבות של להמיסקשה להשיג מוצרים ארוכי דופן עם קירות דקים בעת היציקה לתבנית הצמרמורת. זה גם מוביל את העובדה יציקות ברזל יצוק לרכוש שכבה קשה, מולבן. הצורה היא חדה, זה יכול להוביל ללחצים וסדקים של יציקות. עם שימוש בסור חול חד פעמיות, דיוק של יציקות מופחת, החספוס פני השטח בנקודת המגע עם הליבה הוא גדל.

איכות יציקות
יציקה עובש אינטראקציה עם גבוההיעיל. היציקה מתמצקת מקרר בצורת החול היא הרבה יותר מאשר למות, לעומת זאת, התפוסה בבית עובש החול היא בדרך כלל טובה יותר, מה שהופך קשה יותר בתהליך הייצור על ידי יציקות ליהוק צמרמורת של סגסוגת שאינה זורם, ותורם פרמטר הגבלה כגון גודל הליהוק ואת העובי המינימאלי קיר. ליהוק צמרמורת אלומיניום (ונחושת ומתכות אל ברזליות אחרות) הם הפופולרי ביותר ברוסיה.
עם זאת, כתוצאה של קירור מהיר,לקבל מבנה לא נקבובי, בסדר גרגר, אשר מגביר לא רק את הכוח, אלא גם את הפלסטיות של הליהוק שהתקבל. בייצור של מוצרים עשויים ברזל יצוק על ידי הליהוק הליהוק, מספר בעיות להתעורר: בגלל התגבשות ייחודית של יציקות, היווצרות carbides ו-גרפיט גרפיט גרפיט אפשרי. זה מפחית את הקשיחות ואת ההתנגדות ללבוש של ברזל יצוק. שכבת פני השטח הלבנה של יציקות כאלה היא קשה מאוד, כך המוצרים מתאימים לחיתוך רק לאחר טיפול תרמי (חישול), אשר מבטל את המוץ.
מבנה הצורה
תבנית הצמרמורת היא, ככלל, שתי תבניות חצילהדק את המנעולים (סיכות), ומיד לפני מתכת מותכת הוא שפך, התבניות קבועים עם מנעולים. רווחים להאכיל את הליהוק דרך מה שנקרא מהמורות פקקים אוורור. צורות מתכת ללא פונקציה של המחבר נקראים תבניות רועדות.
לפני מילוי, עובדפני השטח של עובש מטופל בשכבה של חומר שמגן על הצינה מפני שבץ חום מעלייה פתאומית בטמפרטורה. צעד זה גם מונע את הליהוק מן ההגדרה עם התבנית.
פלדה ופלדה
יציקות פלדה ברזל יצוק מתרחשתבאמצעות קוורץ crverized, גרפיט, זכוכית נוזלית וחומר עקשן כמו ציפוי עקשן. לפני לשפוך, הקירור חייב להיות מחומם לטמפרטורה מסוימת, אשר תלוי עובי הקירות של הליהוק ואת סגסוגת בשימוש.
הדרישה העיקרית שיש לעמוד בההחומר של הקובייה הוא ההתנגדות לזעזועים בחום, וזה בלתי נמנע כאשר מוזגים מתכת מותכת. לייצור של תבניות להשתמש ברזל יצוק אפור, כוח גבוהה יצוק ברזל, מבני, פחמן וסגסוגת פלדה, כמו גם נחושת וסגסוגות אלומיניום.

מצופה צמרמורת
זהו סוג של טכנולוגיה שבה הם משלביםנדן יתרונותיו הליהוק עובש קבע והחסרונות של שתי השיטות הם החליקו. טכנולוגיה זו מאופיינת לא רק קשיחויות שהברות אלא גם הגמישות המאפשרת לייצר יציקות דיוק גבוה, וכאשר לעומת הזרקת הנדן, עלויות חומר דפוס יקרים הן מינימאליות.
עובש המתכת המצופה מיוצרעל ידי ממלא את החלל שבין מודל ליהוק מתכת המשטח הפנימי של התבנית. השיטות הנפוצות ביותר peskoduvny ו מלוי. עבור מילוי התערובת חול-שרף לקחת, שבה האלמנט המקשר הוא שרף פורמלדהיד פנול (2-2.6%) ו methenamine (כ 10% לפי משקל), ואת התקשות עצמית (קלסר - כוס מים) ויצירות קרמיקה (מליטה - סיליקט אתיל). המודל למות הליהוק בעל טמפרטורה של 200 מעלות, את התערובת מועברת חום, אשר מתקשה ויוצר שכבה חיפוי 3-5 מ"מ עובי. ליבות קונבנציונליות או פגז משמשות לביצוע החללים בתוך היציקות.

תהליך הליהוק
התבנית הצוננת, המצופה בשכבה של חומר עקשן,מתחמם. טמפרטורת ההפעלה צריכה להיות לפחות מאתיים מעלות, אבל תלוי לא רק על סגסוגת המשמש לשפוך, אלא גם על גודל הליהוק, עובי הקירות שלה ואת המאפיינים הנדרשים ממנו. לאחר חימום של עובש, אפשר להתקין מוטות, קרמיקה או חול, אם זה, כמובן, נדרש על ידי תוכנית הליהוק, ולאחר מכן את התבניות וחצי מחוברים ו נעולים היטב עם מהדק מיוחד. אם הליהוק מתרחש במכונת הצינון של הצינון, נעשה שימוש במנגנון הנעילה שלו. לאחר ההכנות האלה, מתכת מותכת יכול להיות שפך לתוך עובש צונן.
כאשר הליהוק כבר רכשה קצת כוח,ממנו, מוטות מתכת ניתן לחלץ חלקית. זה לאחר מכן מקל על מיצוי הסופי של מוטות מן יציקות בשל הלחץ מופחת עליהם מן המתכת מיצוק.
לאחר הליהוק יש מקורר הנדרשהטמפרטורה, ניתן לפתוח את הצינה. בשלב זה, מוטות מתכת מופקים, ואת יציקות נלקחים מתוך התבנית. מוטות החול הם דפקו, את הרווחים, spurs ומעיינות מנותקים, ואת בקרת איכות של המוצר מתבצעת, ולאחר מכן את התהליך כולו ניתן לחזור.

לפני ביצוע הליהוק החדש בזהירותהמטוס של המחבר ואת פני הקובייה נבדקים. הרכב עקשן מוחל פעם או פעמיים לכל משמרת, אבל במקרה של ניתוק אותו משטח העבודה, יש צורך לשחזר את השכבה.
את הצינה יש להחזיר לעבודהטמפרטורה, שכן הוא מקורר מאוד במהלך הזמן כי יצוק מופק. אם המוצר הוא רזה קירות, עובש הוא מקורר חזק; אם הליהוק המיוצר היה מסיבי מספיק, עובש הקירור יכול להיות מחומם מעל טמפרטורת ההפעלה, ולאחר מכן מערכות קירור מיוחדות משמשים, כך לפני הבא לשפוך את התבנית יהיה בכל מקרה להיות מקורר.
צ 'יל יציקה אינו כרוך בכל מורכבותלטווח ארוך, למעט תהליך קירור הליהוק לטמפרטורה הרצויה. רוב הפעולות ניתן לבצע על ידי מכונות בסדר אוטומטי, וזה אחד היתרונות החשובים של השיטה, אבל העיקר הוא כי עובש צונן הוא לא טופס חד פעמי.